
Laser Equipment
レーザ光を集光させて対象物に照射し、非接触で局部的な溶融などを行う装置です。YAG レーザ装置は、YAG 結晶へ微量のネオジムなどを添加した結晶体に、強い励起光を照射して得られるレーザ光で微細接合などの加工を行います。
YAG レーザ装置

低出力から高出力まで安定したレーザ発振が可能です。30W から 600W まで、多様な出力の製品をラインナップし、用途に合った機種が選択できます。
特徴
優れた操作性
- オペレーションパネルに 6.5 インチ TFT カラータッチパネルを採用。
- 表示言語は日本語、英語、中国語、韓国語の選択が可能。

安定したレーザ発振が可能
- 低出力から高出力まで安定したレーザ発振が可能。
- インテリジェントパワーフィードバックにより、ランプ劣化による出力低下が発生した場合でも、出力の自動補正が可能 。
充実した外部制御機能
- 外部制御インターフェースにより、ほとんどの操作と条件切替を外部の制御機器から行え、FA 化が容易。
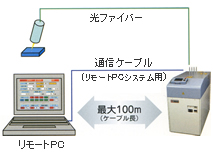
- デジタル 変換延長システムにて、外部制御インターフェースを最大 100m まで延長可能。
- 高速で加工条件を切り替えることが可能。
- 外部制御の際に、オペレーションパネルを操作禁止にすることが可能。
- リモート PC システムにて、オペレーションパネルと同等の操作をパソコンで行うことが可能。パソコンで、オペレーションパネルの登録条件を相互転送・書換ができ、多数の条件ファイルの管理が可能。(RS-485 ポート標準装備)
高繰返しが可能
- 最大 700pps の高繰返し発振が可能。
ロングパルス発振が可能
- 最大 120ms のロングパルス発振が可能。
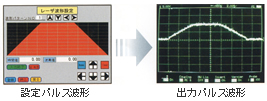
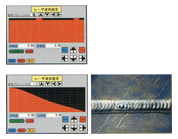
きめ細かな波形制御
- 1 ショットのパルス波形を任意に設定が可能。
- 総パルスパターン設定により、レーザ出力パターンを任意に設定可能。
例:溶接中のレーザ出力を部分的に制御することが可能。 - フェードイン、フェードアウトのレーザ出力パターンを任意に設定可能。
例:滑らかな終端制御が可能。

光ファイバーによる分岐が可能
同時分岐・時間分岐の選択や、時間差の同時2分岐の選択も可能で、FA 化の際に効率化へ寄与。

仕様
空冷タイプ
| 型式 | 0310-30W | 0500-50W |
|---|---|---|
| 発振波長 | 1.064μm | |
| 最大定格出力 | 30W | 50W |
| 最大出力エネルギー | 25J/P | 50J/P |
| 繰返し周波数 | 1~500pps | |
| パルス幅 | 0.07~50ms | 0.07~120ms |
| レーザ条件設定数 | 64条件 | |
| シャッタ条件設定数 | 64条件 | |
| 波形パターン登縁数 | 40パターン | |
| パルス波形パターン | 任意設定可能 | |
| フェードイン/アウト波形 | 任意設定可能 | |
| 総パルス 波形パターン | 任意設定可能 | |
| 最大分岐数 | 同時3分岐/時間3分岐 | 同時4分岐/時間4分岐 |
| 冷却方式 | 空冷 | |
| 電源供給 | 三相 AC200V±10% 10A | 三相 AC200V±10% 15A |
| 冷却水供給 | - | |
| 外形寸法(mm) | 490(W)×970(D)×770(H) | 550(W)×1100(D)×952(H) |
| 重量 | 185kg | 260kg |
水冷タイプ
| 型式 | 0800-80W | 1000-100W | 1500-150W | 3500-350W | 6000-600W |
|---|---|---|---|---|---|
| 発振波長 | 1.064μm | ||||
| 最大定格出力 | 80W | 100W | 150W | 350W | 600W |
| 最大出力 エネルギー |
60J/P | 70J/P | 70J/P | 80J/P | 120J/P |
| 繰返し周波数 | 1~500pps | 1~600pps | 1~700pps | ||
| パルス幅 | 0.07~120ms | ||||
| レーザ条件 設定数 |
64条件 | ||||
| シャッタ条件 設定数 |
64条件 | ||||
| 波形パターン 登縁数 |
40パターン | ||||
| パルス波形 パターン |
任意設定可能 | ||||
| フェードイン ・アウト波形 |
任意設定可能 | ||||
| 総パルス波形 パターン |
任意設定可能 | ||||
| 最大分岐数 | 同時4分岐/時間4分岐 | 単一 (Option 分岐) |
|||
| 冷却方式 | 水冷 | ||||
| 電源供給 | 三相 AC200V±10% 20A |
三相 AC200V±10% 20A |
三相 AC200V±10% 30A |
三相 AC200V±10% 75A |
三相 AC200V±10% 125A |
| 冷却水供給 | 25℃以下、 15L/min、0.3MPa |
25℃以下 20L/min 0.3MPa |
25℃以下 30L/min 0.3MPa |
25℃以下 70L/min 0.3MPa |
|
| 外形寸法 (mm) |
550(W) ×1100(D) ×952(H) |
550(W) ×1100(D) ×952(H) |
550(W) ×1130(D) ×992(H) |
600(W) ×1320(D) ×1370(H) |
1900(W) ×700(D) ×1260(H) |
| 重量 | 260kg | 260kg | 315kg | 420kg | 850kg |
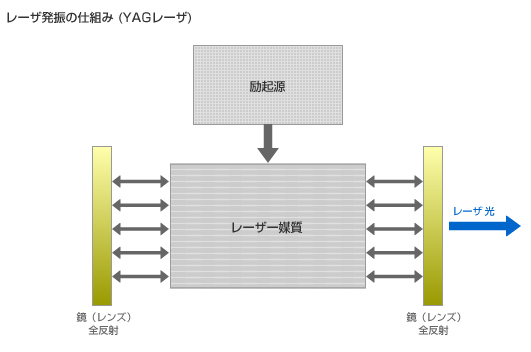
YAG レーザとは
YAG とは、イットリウム (Yittrium)、アルミニウム (Aluminum)、ガーネット (Garnet) の頭文字を取ったものです。YAG レーザは、YAG 結晶に微量の Nd (ネオジム) を添加した結晶体に強い励起光を照射することで得られるレーザ光 (波長:1.064μm) です。
YAG レーザ導入のメリット
| 金属に対する光エネルギーの吸収性が、CO2 レーザに優る。 | ⇒ | より少ないエネルギーで加工することができる。 |
| 光ファイバーでエネルギーを伝送できる。 | ⇒ | 柔軟なライン構築ができる。 |
| 発振源の YAG ロッドには経年変化がない。 | ⇒ | 消耗部品の削減と、安定した発振を実現できる。 |
レーザ溶接とは
レーザ溶接とは、レーザ光を熱源として主に金属へ集光した状態で照射し、金属を局部的に溶融・凝固させる接合方法です。
レーザ溶接装置の構成
レーザ溶接装置の主な構成は、レーザ発振器・光路・集光光学系・駆動系・シールドガス系で構成されています。
固定光学伝送およびファイバー伝送
レーザ溶接では、主にレーザ発振器として大出力化が進んでいる CO2 レーザと YAG レーザが用いられています。 発振器で発振されたレーザは光路を通じて集光光学系へ導かれますが、CO2 レーザの場合はミラーによる折返しで伝送され、YAG レーザの場合はミラーによる伝送 (固定光学系) 以外に光ファイバーによる伝送も用いられます。
集光光学系は放物線面鏡や集光レンズ等で構成されており、伝送された光が適切なサイズへ集光されます。
シールドガス(アシストガス)
集光されたレーザは、ワークに照射し溶接を始めますが、溶接金属部の酸化等を防ぐために通常はシールドガス (アルゴン・ヘリウム・窒素) を溶接金属部分へ吹付けながら行います。なお、スピードファムでは、吹付専用のノズルを準備しております。
レーザ溶接の対象
レーザ溶接の対象物は、電子部品・機械部品・自動車部品などで、微細加工から厚板溶接まで幅広い分野で活用されております。
用途例
- 金属部品のスポット溶接・シーム溶接
- 気密ケースの封止溶接
- 異種金属の溶接
- ワイヤーと端子の溶接
- 線材の溶接
- 加熱溶着・熱処理
- 切断・穴あけ

光学系ユニット
標準出射ユニット

ワーク加工点の目視確認が可能な光学系ユニットです。
コンパクトなので既存ラインへの置き換えが容易で、焦点距離は、40、50、70、90、120、150mm から選択可能です。(特殊仕様も対応可能)
CCDカメラ付出射ユニット

ワーク加工点の確認が目視で難しい場合に、CCD カメラによってモニター確認ができる光学系ユニットです。
微細加工の位置合わせが容易であり、FA 化における画像認識にも利用可能です。
照明は同軸落射ファイバ照明、リング照明、サイドファイバ照明から選択することができる製品で、焦点距離は、40、50、70、90、120、150mmから選択可能です。(特殊仕様も対応可能)
なお、集光性能の高いレンズユニットを搭載した出射ユニットも取り揃えております。
光ファイバー
光ファイバーの種類
| ステップインデックスファイバ (SI ファイバ) | グレーテッドインデックスファイバ (GI ファイバ) |
|---|---|
| SI ファイバコア径 [φ0/1/0.2/0.3/0.4/0.6/0.8/1.0/1.2mm] |
GI ファイバコア径 [φ0/1/0.2/0.3/0.4/0.6/0.8/1.0/1.2mm] |
選択方法
- スポット径を小さくしたい場合
- ファイバー径を小さくする
- 光学系の結像比を下げる
- GI ファイバーを使用する
- 溶接の溶け込みを深くしたい場合
- 光学系の結像比を上げる
- GI ファイバーを使用する
- スポット径を大きくしたい場合
- ファイバー径を大きくする
- 光学系の結像比を上げる
- SI ファイバーを使用する
- ワークとレンズの距離を伸ばす
- 加工点をモニターで見たい場合
- CCD カメラ付き光学系を使用する
- 同時多点加工をしたい場合
- マルチレンズを使用する
- 同時2分岐・3分岐・4分岐の光学系を使用し
光ファイバーを必要な数揃える
技術情報
加工光学系
光学系の中には、レーザ光をそのままレンズで絞る固定光学系と、光ファイバーを使用するファイバー光学系とがあり、それぞれ下記の特徴があります。
固定光学系
スポット径を 100μ 以下にする場合に適している。
ファイバー光学系
- スポット径は、光学系の結像比と光ファイバーのコア径で決まり、選択が広い。
- 光ファイバーを使用し、同時に多点加工を行う場合に適している。
- 自動機に組み込む際、場所を取らない。
- 個々の溶接物に適した SI 型・ GI 型ファイバーコア径等を選択することが出来る。
治具について
レーザ溶接においてはワークの固定が重要ですが、最近では微小部品の加工も多く、ワークの位置決めが難しくなってきています。ワークに厚みがあれば多少の隙間は許容されますが、薄物では確実な密着が必要で、少しでも隙間がある状態で溶接すると、ワークに穴が開く可能性があります。自動機の場合、確実にワークの位置決めを行わないとトラブルの原因になります。逆に、適正な冶具があれば、溶接条件を出すことは難しくなく、自動化も可能です。ワーク形状によってはワークを抑えるための専用治具を準備する必要があります。
![]()